 SIHEG
SIHEG
Ze względu na duże trudności występujące w wydajnościowym szlifowaniu materiałów trudno skrawalnych, objawiające się między innymi intensywnym zalepianiem czynnej powierzchni ściernicy, celowa jest jej regeneracja w trakcie procesu. Za najbardziej odpowiedni sposób regeneracji uznano erodowanie czynnej powierzchni ściernicy za pomocą wysokociśnieniowej strugi cieczy. Istota opracowanej metody polega na ciągłym lub okresowym usuwaniu zalepień wysokoskoncentrowaną strugą wodną skierowaną na ściernicę pod odpowiednim kątem i określonym ciśnieniu.
W celu weryfikacji poprawności przyjętych założeń, zbudowano stanowisko do regeneracji czynnej powierzchni ściernicy z użyciem wysokociśnieniowego agregatu strumieniowego As 500/15 firmy Erfolg (Polska), którego główne elementy funkcjonalne przedstawiono na rysunku.
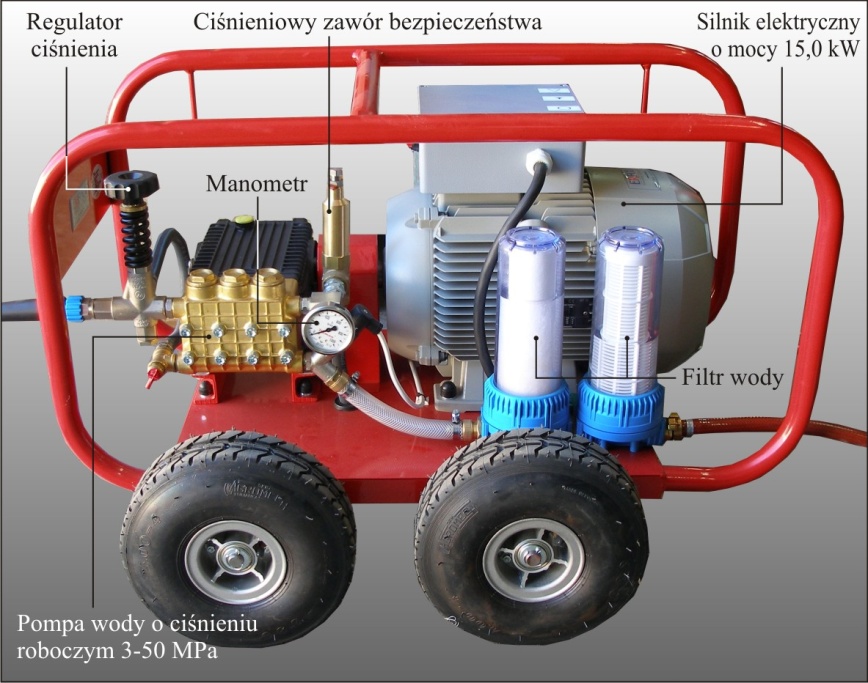
Rys. Budowa wysokociśnieniowego agregatu strumieniowego As 500/15 firmy Erfolg
Widok strefy roboczej stanowiska przedstawiono na rysunku:
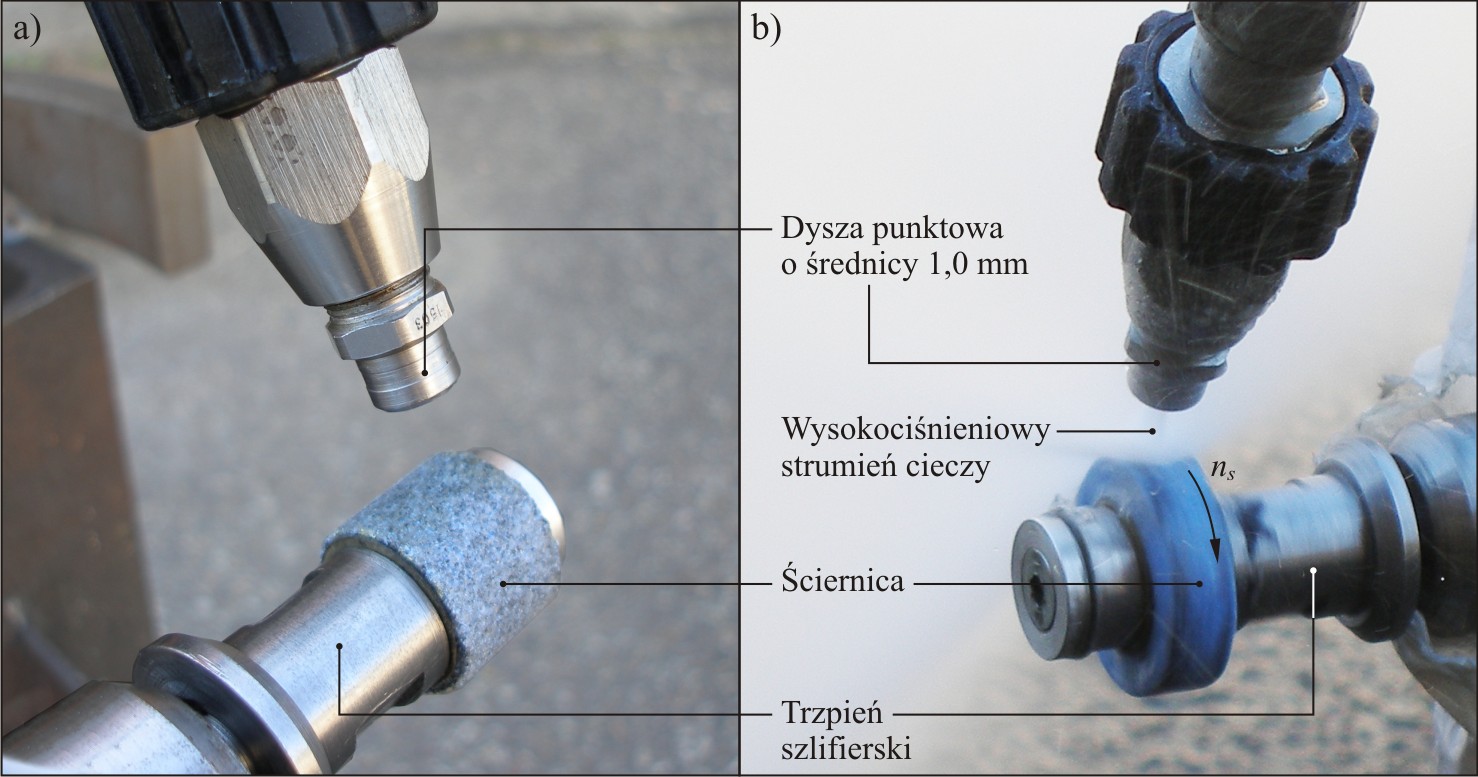
Rys. Strefa robocza stanowiska do regeneracji czynnej powierzchni ściernicy wysokociśnieniową strugą cieczy: a) widok ogólny; b) widok w trakcie pracy
Podczas badań stosowano następujące parametry, które ustalono na podstawie badań rozpoznawczych:
- obroty wrzeciona ściernicy (przeciwbieżne) ns= 100 obr./min;
- odległość dyszy od CPS: 20 mm;
- ciśnienie robocze 25 MPa;
- czas oddziaływania strugi cieczy na CPS: 5 s.
Ponieważ przy powyższych parametrach możliwe było oczyszczanie czynnej powierzchni ściernicy na szerokości około 5 mm, proces regeneracji ściernic o wysokości T = 10 mm wykonywano w dwóch przejściach. W tym celu dyszę przemieszczano wzdłuż tworzącej ściernicy.
Celem badań było określenie możliwości regeneracji czynnej powierzchni ściernicy poprzez porównanie jej struktury geometrycznej przed i po procesie regeneracji. Do badań wytypowano trzy ściernice, których czynna powierzchnia została zalepiona produktami procesu szlifowania prostoliniowo-zwrotnego walcowych powierzchni wewnętrznych w stopie Titanium Grade 2®. Badane ściernice zostały następnie poddane regeneracji za pomocą wysokociśnieniowego strumienia cieczy. Na rysunku przedstawiono widok ogólny ściernicy przed i po procesie regeneracji.
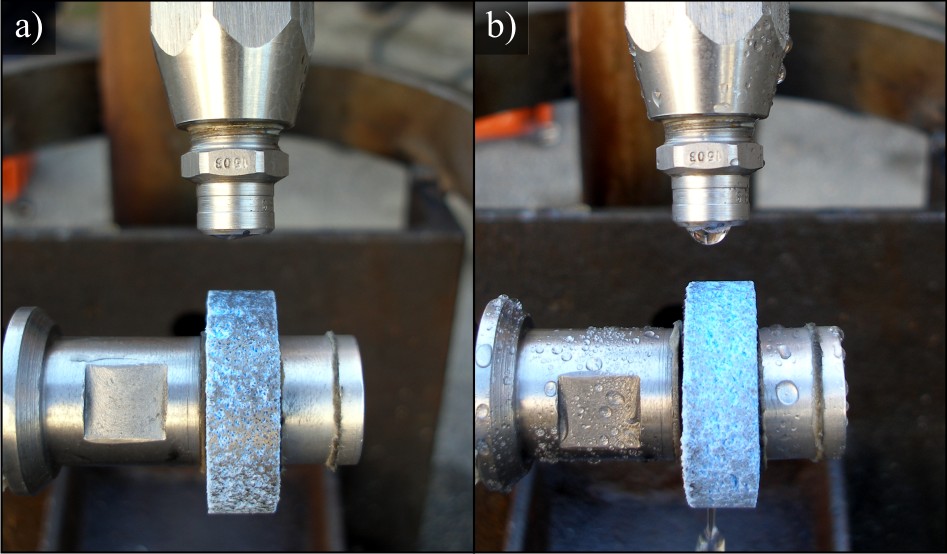
Rys. Widok czynnej powierzchni ściernicy 1‑35×10×10‑SG/F46L7VDG przed (a) i po regeneracji (b)
Zestawienie zarejestrowanych obrazów mikroskopowych badanych ściernic przed i po regeneracji wysokociśnieniową strugą cieczy zamieszczono na rysunkach:
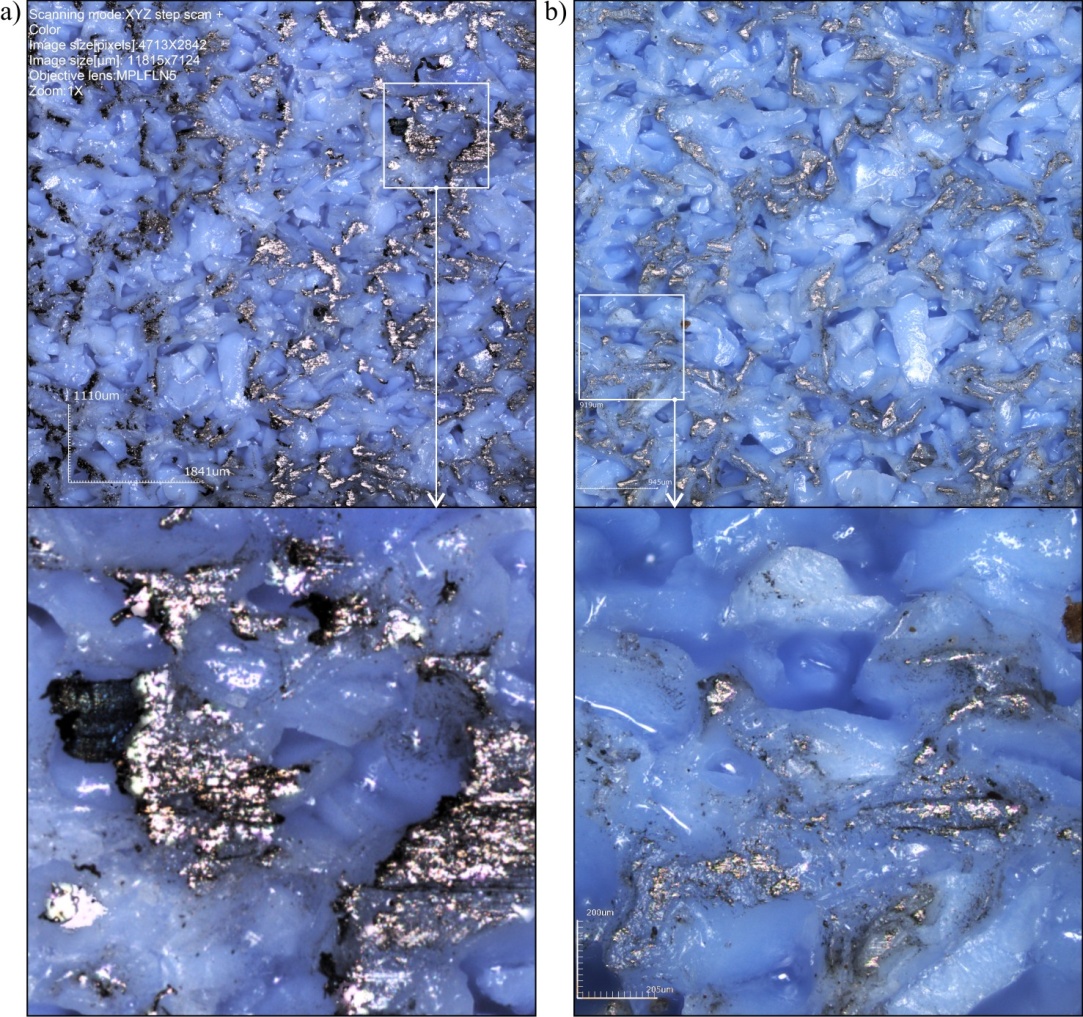
Rys. Obrazy mikroskopowe czynnej powierzchni ściernicy 1‑35×10×10‑SG/ F46L7VDG przed (a) i po regeneracji (b)
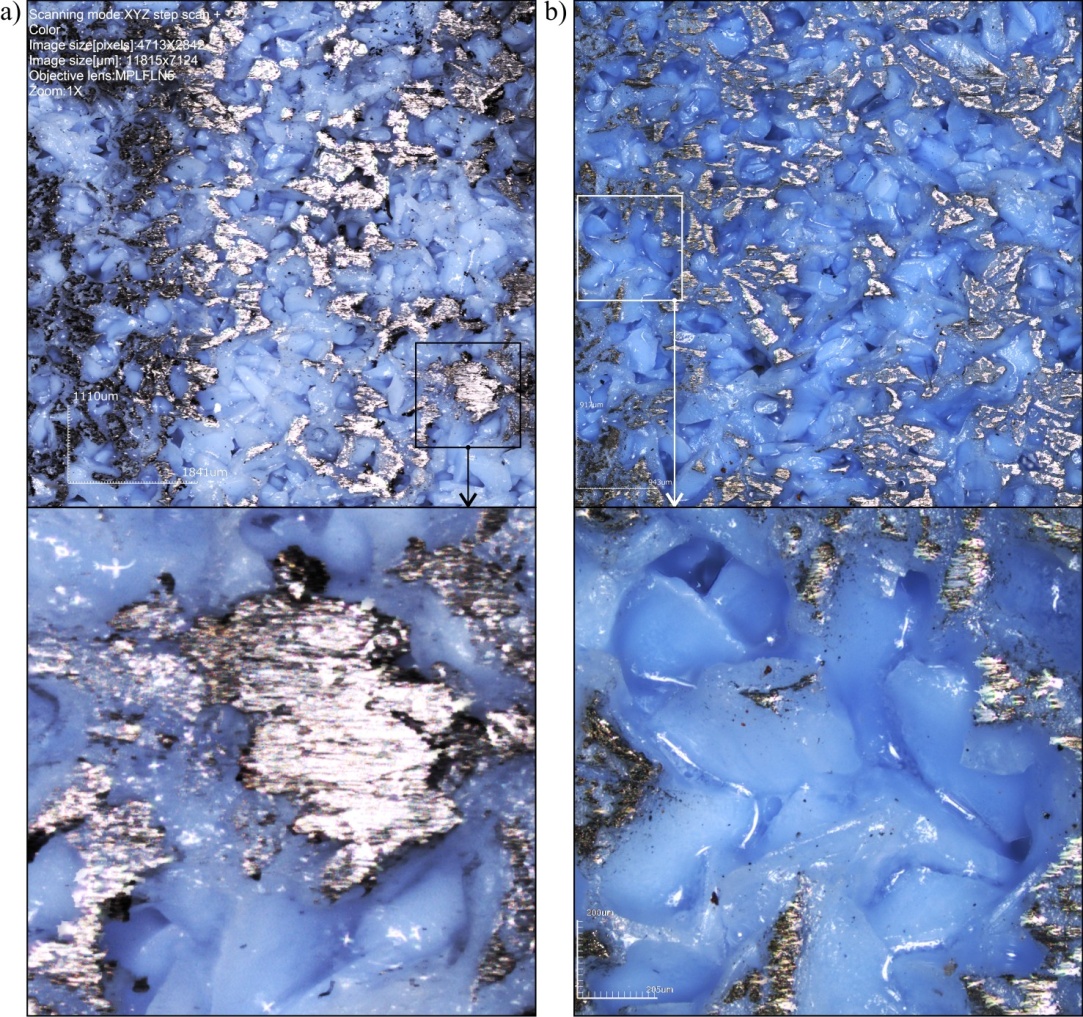
Rys. Obrazy mikroskopowe czynnej powierzchni ściernicy 1‑35×10×10‑SG/ F46M7VDG przed (a) i po regeneracji (b)
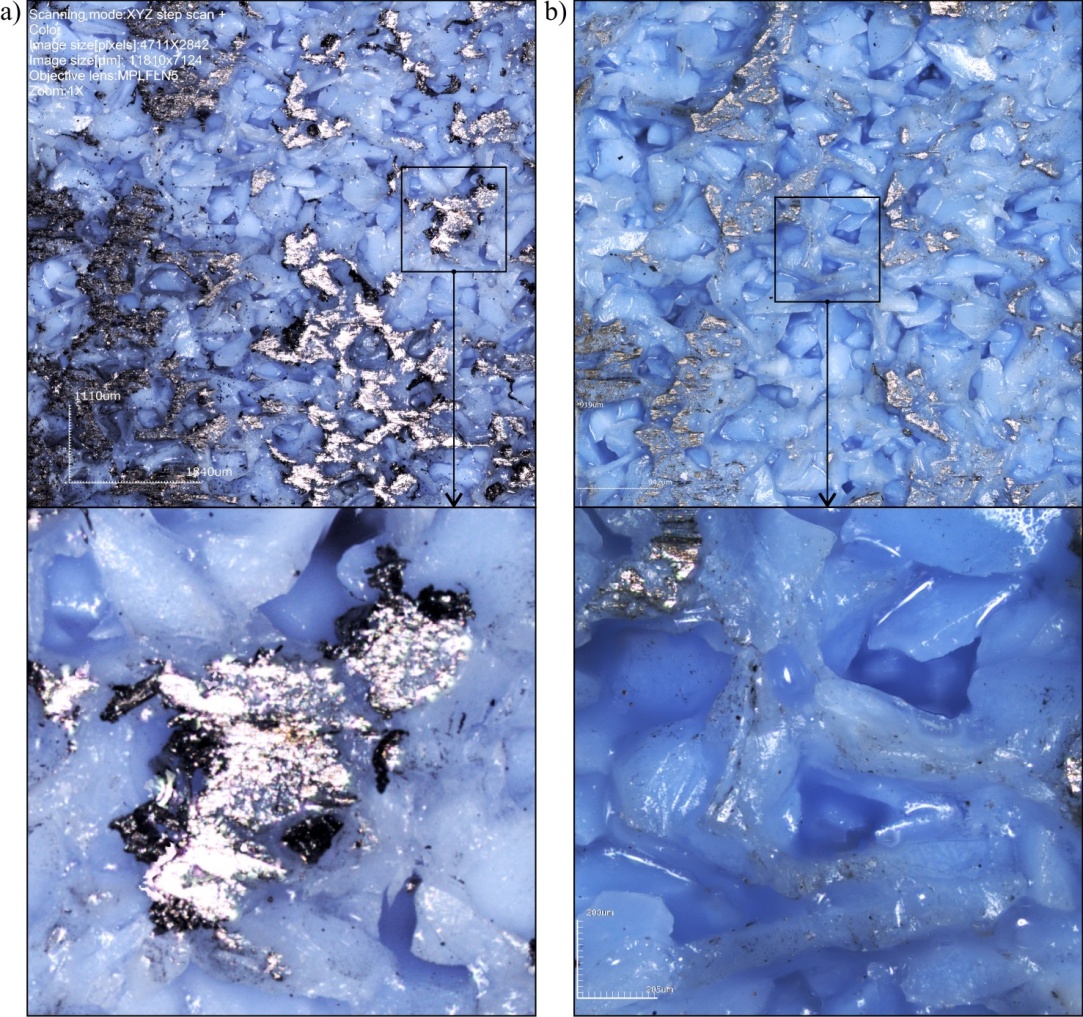
Rys. Obrazy mikroskopowe czynnej powierzchni ściernicy 1‑35×10×10‑SG/ F46N7VDG przed (a) i po regeneracji (b)
Wynika z nich, że w skutek erozyjnego oddziaływania strugi wodnej pod ciśnieniem 25 MPa znacząco oczyszczono czynną powierzchnię z produktów szlifowania. Najważniejszym korzystnym efektem uzyskanym w procesie regeneracji było usunięcie rozległych zalepień przestrzeni międzyziarnowych wiórami materiału obrabianego (stopu Titanium Grade 2®). Nastąpiło to w wyniku oddzielana adhezyjnie osadzonych wiórów przez strugę cieczy o dużej energii działania. Należy jednak zauważyć, że na wierzchołkach aktywnych ziaren ściernych pozostały nieoddzielone mikrozalepienia, co może świadczyć silniejszym związaniu z czynną powierzchni ściernicy wiórów materiału obrabianego w obszarach działania wysokich temperatur i ciśnienia. Dodatkowym czynnikiem wpływającym na silniejsze wiązanie wiórów jest wysoki stopień rozwinięcia powierzchni ziaren mikrokrystalicznego korundu spiekanego, co może również wpływać na ograniczoną intensywność erozji strugi cieczy w tym obszarze. Zarejestrowane obrazy mikroskopowe wskazują, że właściwa struktura ściernicy nie uległa destrukcji w procesie regeneracji. Zarówno mostki spoiwa jak i same ziarna ścierne nie uległy wykruszeniu, co potwierdza prawidłowy dobór parametrów pracy wysokociśnieniowej strugi cieczy.
Przeprowadzone badania doświadczalne wpływu procesu regeneracji czynnej powierzchni ściernicy wysokociśnieniową strugą cieczy wykazały, że zastosowanie ciśnienia roboczego o wartości 25 MPa pozwala na skuteczne oczyszczanie powierzchni ściernic. W zależności od stanu początkowego CPS i stopnia jej zalepienia produktami szlifowania, w tym głównie wiórami materiału obrabianego, możliwe jest nawet 4,5-krotne zwiększenie liczby wierzchołków nierówności ściernicy. Przekłada się to wprost na odnowienie zdolności skrawnej narzędzia po regeneracji.
Najważniejszym efektem procesu regeneracji jest oczyszczenie CPS z rozległych zalepień wierzchołków aktywnych ziaren ściernych i przestrzeni międzyziarnowych, co potwierdzają zarejestrowane obrazy mikroskopowe. Jednocześnie zauważono, że na powierzchni starcia wierzchołków ziaren po regeneracji pozostała, niewielka liczba mikrozalepień silniej związanych z rozwiniętą powierzchnią mikrokrystalicznych ziaren korundu spiekanego.
Uzyskane wyniki badań potwierdzają dużą przydatność zaproponowanej metody w oczyszczaniu czynnej powierzchni ściernic z produktów szlifowania, szczególnie w odniesieniu do procesów szlifowania materiałów trudno skrawalnych. Właściwy dobór parametrów regeneracji pozwolił na uzyskanie efektu kilkukrotnego zwiększenia liczby wierzchołków czynnej powierzchni ściernicy, bez konieczności usuwania ziaren ściernych i mostków spoiwa. Należy przypuszczać, że zastosowanie okresowej regeneracji CPS strugą cieczy, bezpośrednio w strefie roboczej szlifierki, wielokrotnie wydłuży okres trwałości ściernic w procesach szlifowania materiałów trudno skrawalnych, nie wpływając znacząco na wydłużenie czasu obróbki. Ważną zaletą regeneracji jest również możliwość znaczącego zmniejszenia liczby obciągań ściernicy i tym samym ograniczenia kosztów związanych z narzędziami ściernymi i obciągaczami.
