 SIHEG
SIHEG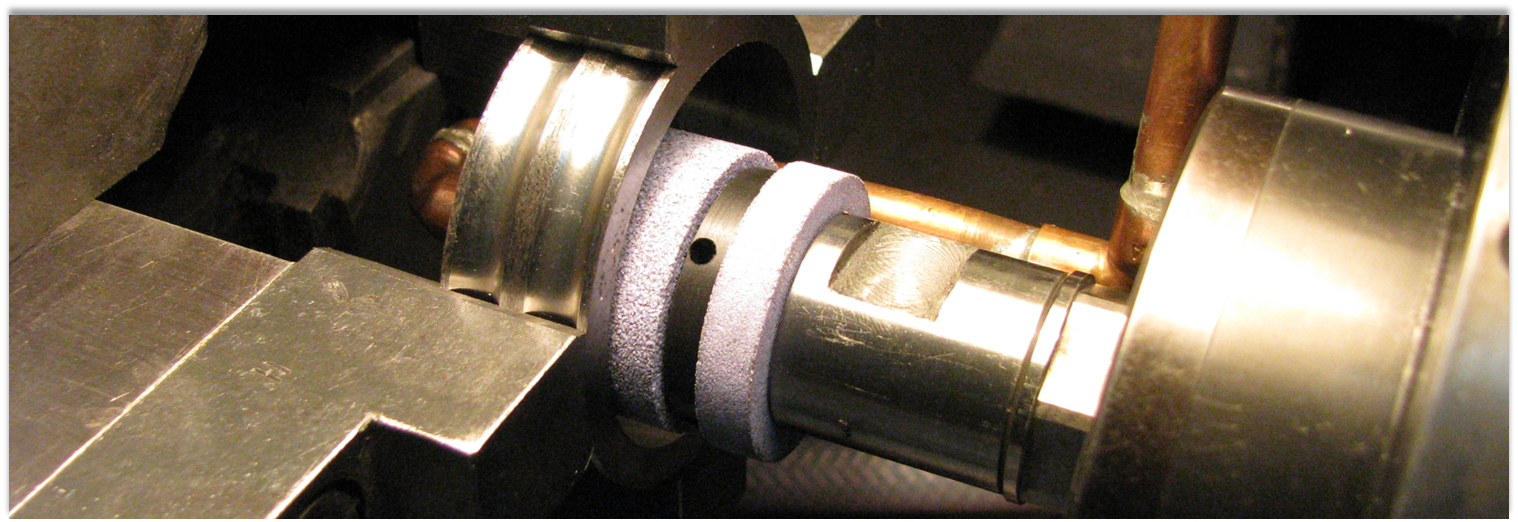
Ściernice składane z chłodzeniem odśrodkowym, są zbudowane z osadzonych obok siebie co najmniej dwóch ściernic o różnej charakterystyce technicznej. Ściernice te są osadzone na wspólnym trzpieniu z osiowym otworem i połączonymi z nim promieniowo rozmieszczonymi otworami, umożliwiającymi przepływ płynu chłodząco-smarującego.
Płyn ten może być doprowadzony do strefy szlifowania za pomocą wgłębień wykonanych na czole jednej ze ściernic (rys. a) lub za pomocą kanałów wykonanych w specjalnej przekładce rozdzielającej obie ściernice (rys. b).
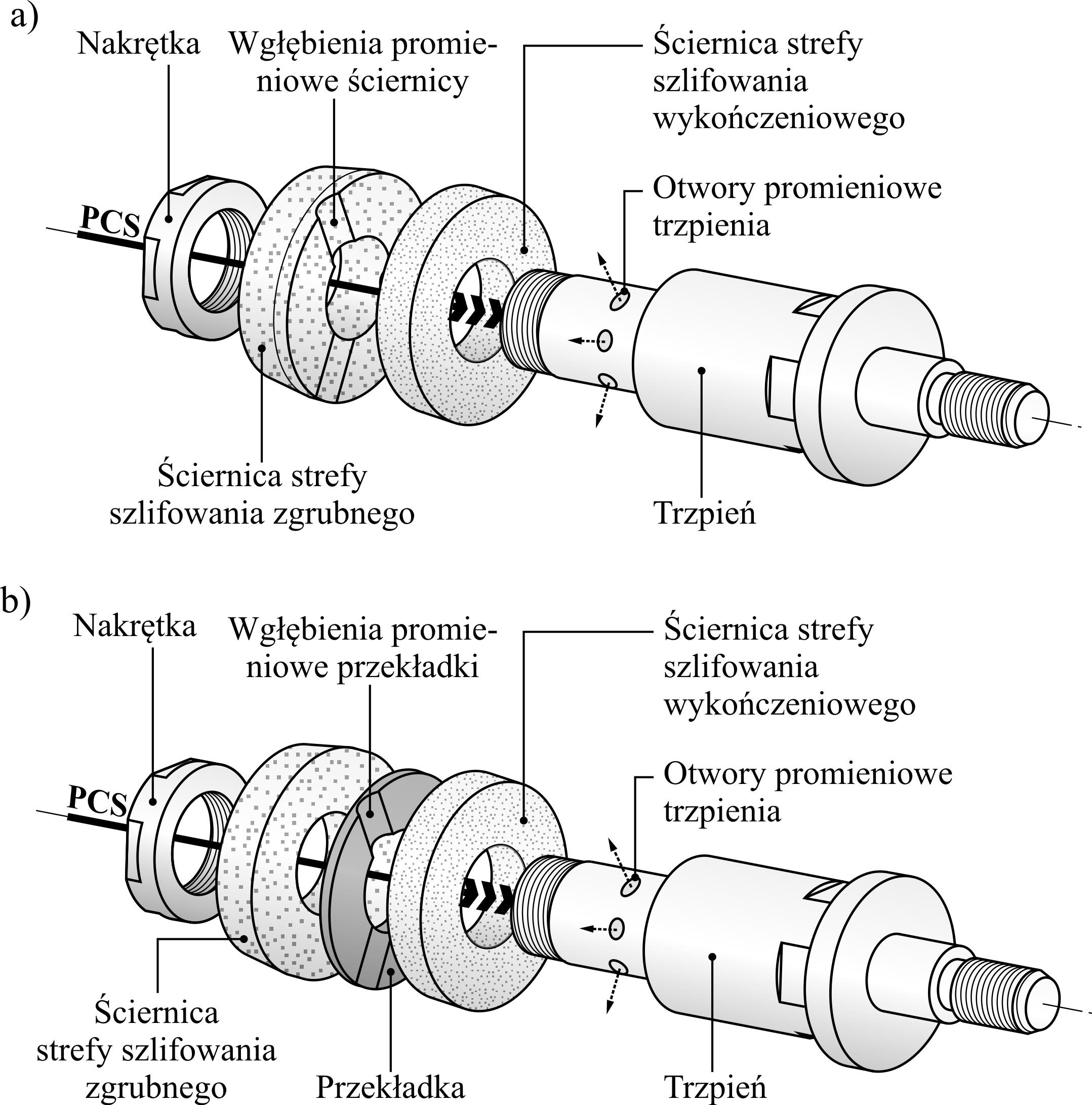
Rys. Ściernice składane do jednoprzejściowego szlifowania otworów z odśrodkowym doprowadzeniem płynu chłodząco-smarującego za pomocą: a) kanałów wykonanych w ściernicach; b) kanałów wykonanych w prze-kładkach ściernic
Na czynnej powierzchni ściernicy przeznaczonej do szlifowania zgrubnego, kształtowany jest nakrój stożkowo o długości i kącie dobranym do wielkości naddatku obróbkowego. Konstrukcja tych narzędzi umożliwia dobór ściernic elementarnych, w dostosowaniu do określonego zadania obróbkowego, żądanej wydajności ubytkowej oraz jakości powierzchni przedmiotu obrabianego. Ściernice te mogą różnić się wieloma różnymi cechami, np. rodzajem i wielkością ziaren ściernych, rodzajem spoiwa, twardością, otwartością struktury, szerokością, rodzajem impregnatu.
W tym rozwiązaniu możliwe jest również zastosowanie więcej niż dwóch ściernic, w przypadku gdy występują duże obciążenie strefy szlifowania. Może być to trzecia ściernica, tworząca obszar przejściowy pomiędzy gruboziarnistą ściernicą do szlifowania zgrubnego, a ściernicą drobnoziarnistą przeznaczoną do szlifowania zgrubnego.
Zaletami ściernic składanych z chłodzeniem odśrodkowym w procesach szlifowania materiałów trudno skrawalnych, w stosunku do jednolitych ściernic o strefowo zróżnicowanej budowie, są:
- szerokie możliwości konfiguracji właściwości skrawnych poprzez odpowiedni dobór ściernic elementarnych do szlifowania zgrubnego i wykończeniowego,
- możliwość doprowadzenia płynu chłodząco-smarującego bezpośrednio do strefy szlifowania,
- wprowadzenie lokalnych nieciągłości na czynnej powierzchni narzędzi w postaci kanałów, które mogą przyczynić się do poprawy warunków obróbki i odprowadzenia wiórów ze strefy szlifowania.
