 SIHEG
SIHEG
Na potrzeby szlifowania materiałów trudno skrawalnych, została opracowana specjalna innowacyjna technologia kształtowania tego typu kanałów w ściernicach o budowie konwencjonalnej. Stwarza to możliwość wzrostu efektywności obróbki tych materiałów z zastosowaniem narzędzi handlowych, zbudowanych głównie na bazie spoiwa ceramicznego. Istota tej metody polega na punktowym erodowaniu otworów promieniowych ściernicy za pomocą strugi wodno-ściernej o dużym ciśnieniu. Do tego celu wykorzystano urządzenie Jet Machining 55100 firmy Omax Corporation, będące na wyposażeniu Centrum Niekonwencjonalnych Technologii Hydrostrumieniowych Politechniki Koszalińskiej.
W celu określenia warunków kreowania strugi wodno-ściernej dla efektywnego drążenia kanałów w ściernicy, zapewniających regularność ich kształtu oraz ich połączenie z otworem centralnym ściernicy, przeprowadzono badania doświadczalne. Na podstawie ich wyników określono, że stosując jako ścierniwo ziarna granatu, optymalne ciśnienie erodującej strugi ustalono na około pw = 123 MPa. Na rysunku przedstawiono widoki makroskopowe otworów ukształtowanych w ściernicy. Potwierdzają one, że dla przyjętych parametrów i warunków erodowania ukształtowano otwory, które charakteryzują się dużą regularnością i powtarzalnością kształtu.
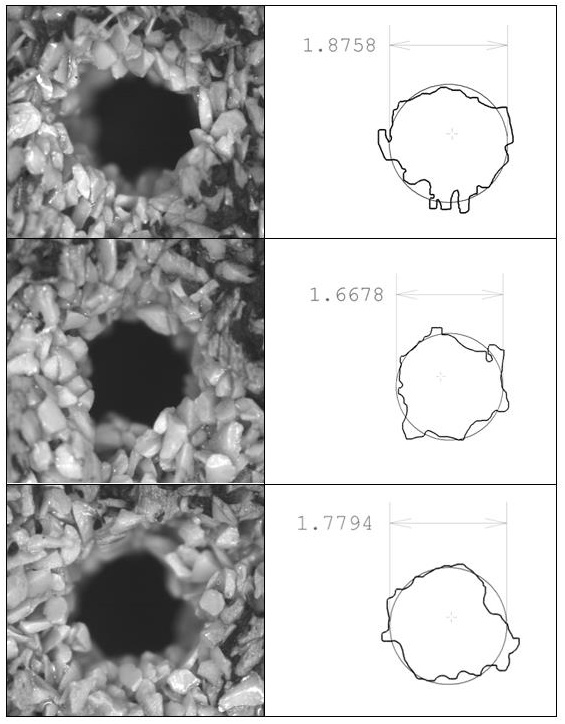
Rys. Przykładowe widoki geometrii otworów ukształtowanych w ściernicy ze spoiwem ceramicznym 1‑35×10×10 SG/F46G10VTO
W celu uzyskania określonej konfiguracji tych otworów na powierzchni ściernicy, wykonano specjalny przyrząd podziałowy, przedstawiony na rysunku. Umożliwił on wyznaczenie określonych wartości kątowych dla kolejno erodowanych otworów.
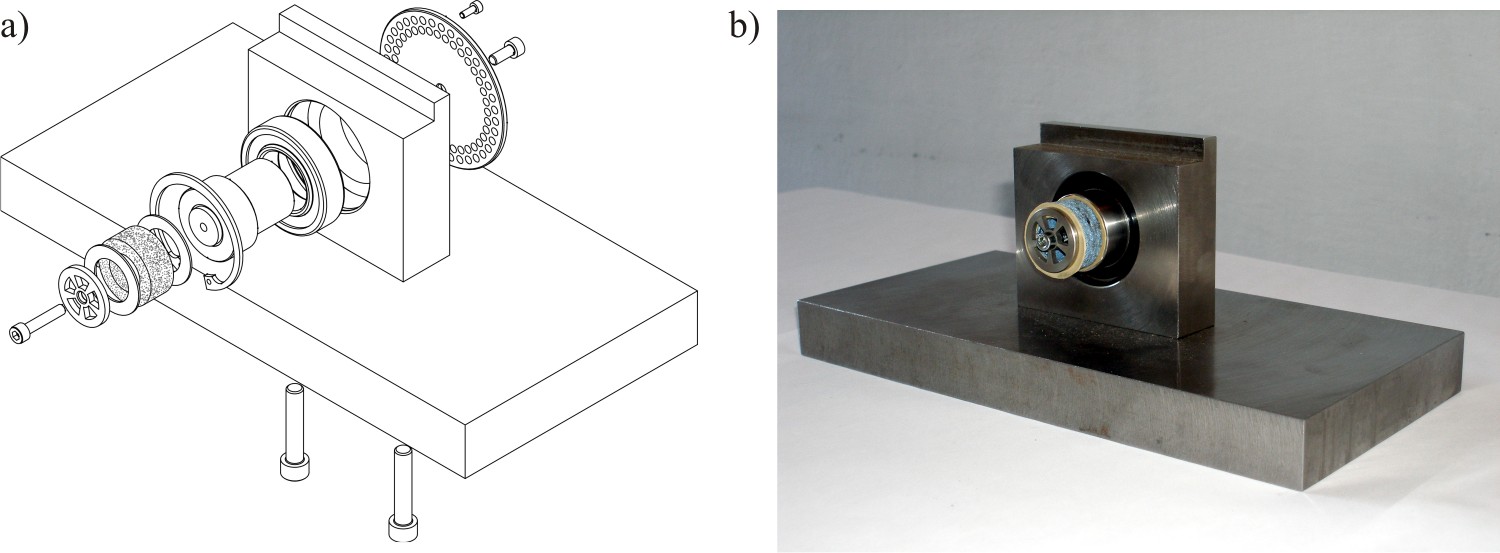
Rys. Przyrząd podziałowy do erodowania otworów w ściernicach konwencjonalnych: a) budowa przyrządu; b) widok ogólny
Na rysunku przedstawiono przykładową ściernicę z otworami ukształtowanymi wysokociśnieniową strugą hydro-ścierną.
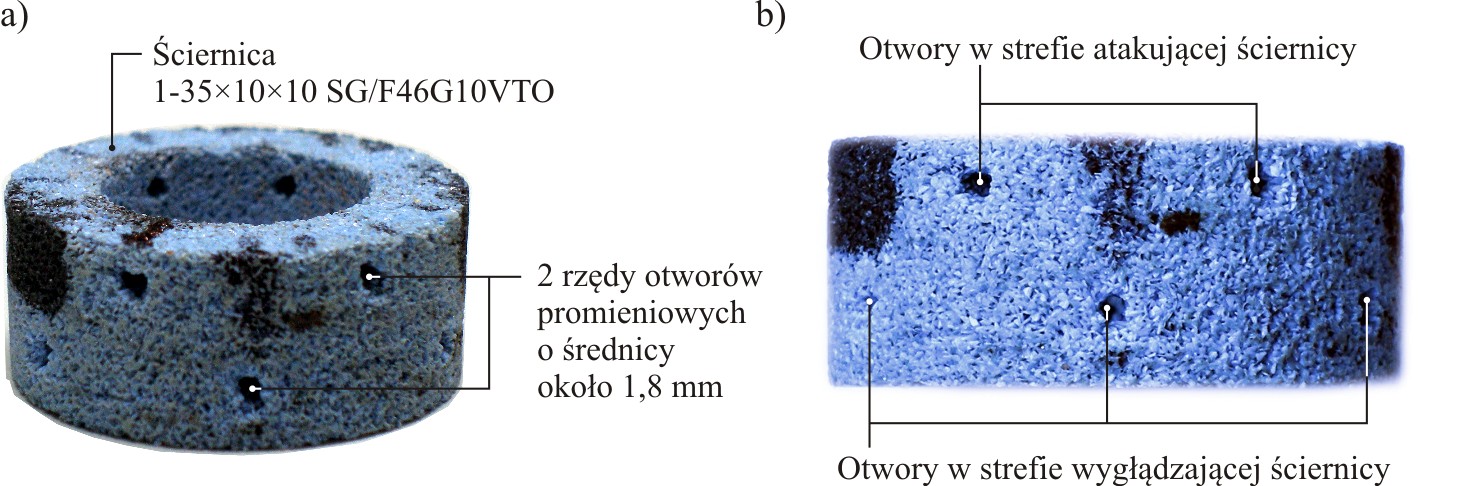
Rys. Widok ściernicy z otworami ukształtowanymi wysokociśnieniową strugą hydro‑ścierną: a) widok ogólny; b) rozmieszczenie otworów
Charakteryzuje się ona ukształtowanymi dwoma rzędami otworów promieniowych, umożliwiających odśrodkowe doprowadzenie płynu chłodząco-smarującego, zarówno do strefy atakującej ściernicy, jak i do środkowej strefy wygładzającej.
