 SIHEG
SIHEG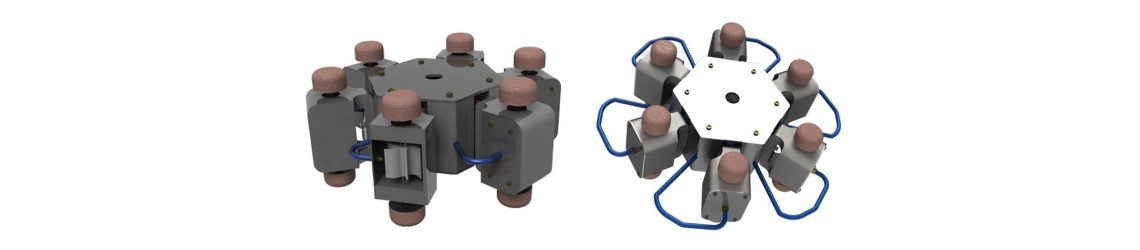
Wielonarzędziowa głowica szlifiersko-polerska składa się z zespołów narzędziowych w których narzędzia ścierne przeznaczone do szlifowania i polerowania osadzone są przeciwlegle na wspólnie ułożyskowanej osi. Oś ta jest napędzana za pomocą turbiny powietrznej.
Powietrze doprowadzane jest do poszczególnych zespołów za pomocą przewodów pneumatycznych (rys.).
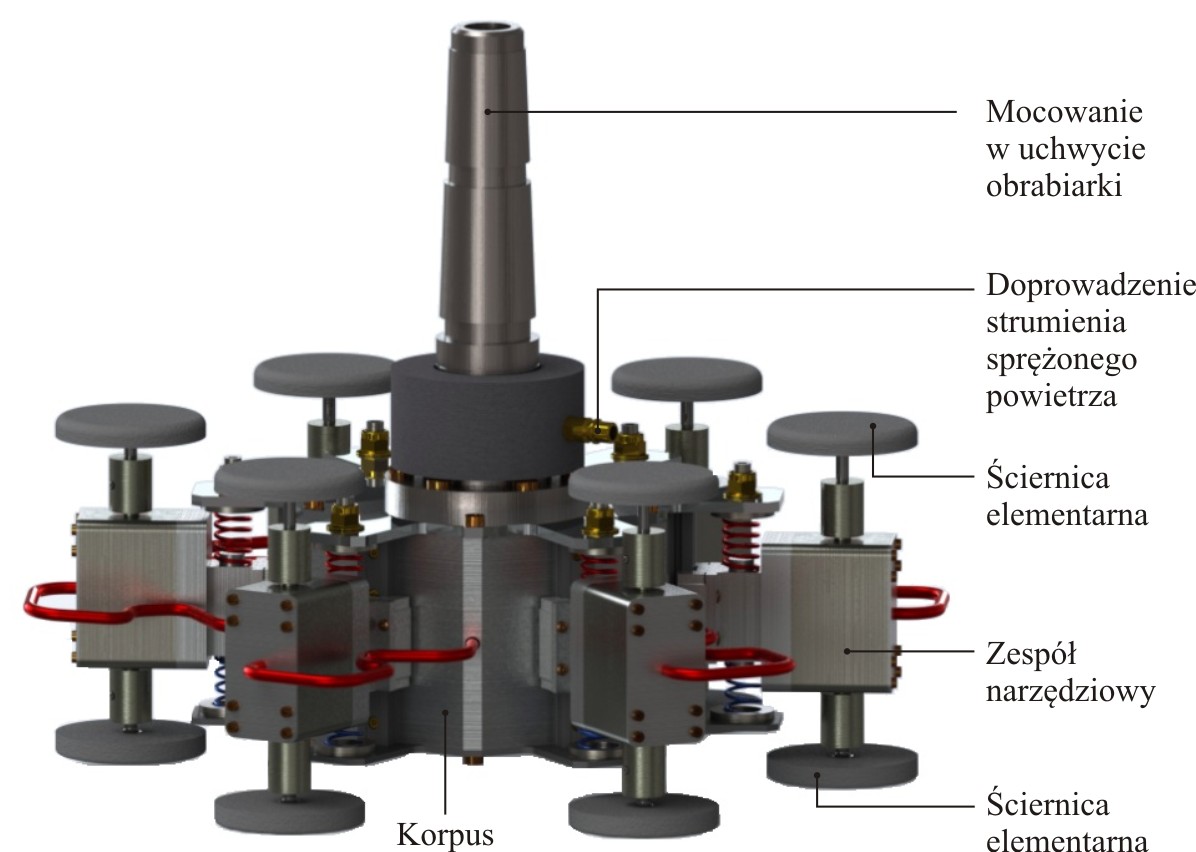
Rys. Wielonarzędziowa głowica szlifiersko-polerska
Poszczególne zespoły narzędziowe, mogą niezależnie przemieszczać się w kierunku pionowym na prowadnicach, dzięki czemu ich chwilowe położenie może dostosować się do kształtu powierzchni obrabianej. Dodatkowo, poszczególne zespoły narzędziowe mogą być obracane w stosunku do kierunku ruchu na prowadnicach o określony kąt. Za pomocą zmiany położenia kątowego ściernic, można regulować wielkość strefy obróbki, a w efekcie jej obciążenie cieplno‑mechaniczne. Docisk narzędzi do powierzchni obrabianej jest realizowany za pomocą sprężyn o regulowanej sile docisku. Umożliwia to sterowanie siłą szlifowania oraz intensywnością zużycia narzędzia. Strefa obróbki jest natomiast chłodzona sprężonym powietrzem, odpowiednio kierowanym po jego wyjściu z turbiny.
Zaletami wielonarzędziowej głowicy w procesach szlifowania materiałów trudno skrawalnych są:
- realizacja obróbki zgrubnej i wykończeniowej za pomocą tej samej głowicy;
- możliwość regulacji warunków pracy czynnej powierzchni narzędzi ściernych;
- możliwość doboru wielkości i kształtu strefy obróbki w zależności od kształtu obrabianej powierzchni i właściwości materiału obrabianego;
- możliwość realizacji obróbki na konwencjonalnych obrabiarkach (frezerki, tokarki, centra obróbkowe).
